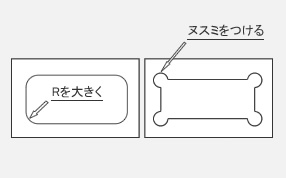
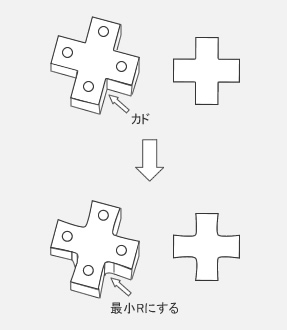
内径のR指示
エンドミルで抜き加工やポケット加工をする場合、
小さいR指定であれば小径のエンドミルで加工しないと
いけないので加工工数が増加します。
可能な限り大きなRにすることでコストダウンにつながります。
角が必要な場合にはヌスミを入れることが最も簡単な方策です。
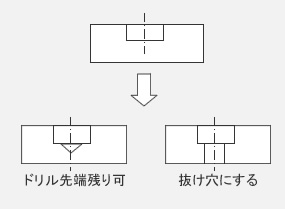
フラット止まり穴加工
相手部分の当たりとしての面を確保したいだけであれば、
ドリル穴残り可として図にその形状を明記することで
コストダウンにつながります。また、抜け穴にした場合でも、
品質向上とコストダウンにもなります。
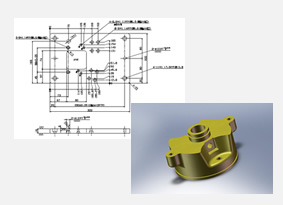
図面データのご提供
紙図面だけでも問題なく加工は出来ますが、CADデータを
ご提供頂くことでプログラミング工数を削減でき納期短縮を図れ、
コストダウンにつながります。紙図面では分かり辛い箇所も
2D及び3DのCADデータがあれば間違いもなくスムーズに
加工が行えます。DXFデータやIGESデータ等、
もしご提供可能でしたら出来る限りご支給頂けますと
あらゆる面でコストメリットがあります。
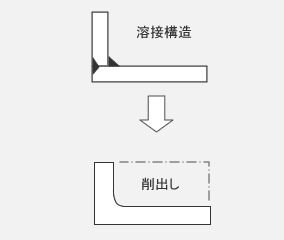
溶接構造→削り出し
形状にもよりますが、L型面が欲しい場合、溶接構造にして
考えられることが多いです。
削り込み量と強度的な問題で一概には言えませんが、
母材から削り出すほうがコストダウンにつながる事もあります。
溶接構造だと、複数材料→組立→溶接→切削
(溶接歪みの影響が出やすい)という工程ですが、
削出しだと、母材→切削と、工数は格段に削減できます。
(逆に、溶接構造にすることでコストダウンにつながる場合もございます)
最小R
外側形状の隅部を角から最小Rにすることによって
工程短縮できます。
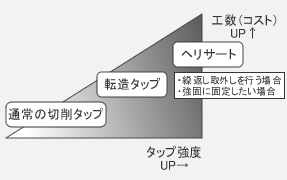
タップの代替設計
アルミ等の軟材の場合、ヘリサートタップを指示することが
よくあります。
強度的に問題の無い箇所で、M10くらいまでであれば
転造ネジにすることで、ヘリサート挿入の工数を省いて
コストダウンにつながります。
特にタップ箇所が多い場合はコストダウン効果が
大きくなります。
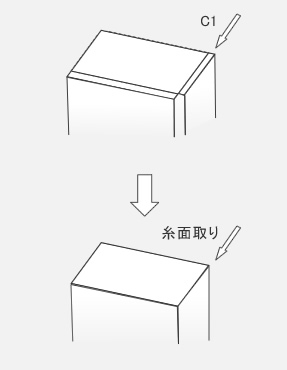
C 面取り
「指示なき角部はC0.5やC1面取りのこと」
と指示のある図面をよく目にします。
これを全て機械加工で行うと、簡単な部品でも
工数アップになってしまいます。
必要以上のC面指示は避け、
「カエリなきこと」 や、「糸面取り」にすることで
工数削減になります。
公差の優先順位
端面からのピッチより穴間ピッチが重要な場合は、
端面からのピッチ公差を緩めると、
加工難易度を下げることができます。