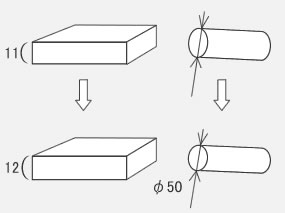
板材厚、外径の選定
角鋼や丸棒材でミガキ材程度の寸法精度でも問題ない場合、
板材厚や外径を出来るだけ標準規格サイズにしておくことで
余計な加工をしなくても済みますのでコストダウンに
つながります。
角鋼であれば材質で板材厚定寸が決まっております。
丸棒でもφ30→φ35→φ40というように外形定寸がありますので、
お問合せ頂ければ材料定寸をお教え出来ます。
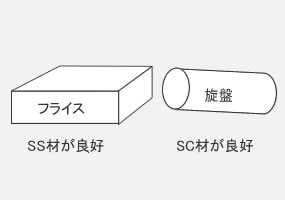
普通鋼(SS400・S45C等)の選択
普通鋼であれば何でもよい場合、旋盤・フライスによって快削性が
異なります。
旋盤→S45Cのほうが切削性良好で工数削減
フライス→SS400のほうが切削性良好で工数削減
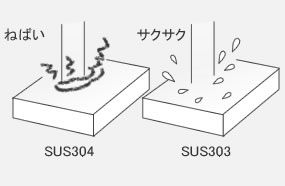
ステンレス材の選択
高い腐食性を持つSUS304ですが、難削材で加工コストは増えます。
食品関係や医療関係等で、高い腐食性が必要な場合は別ですが、
材質変更が可能な場合は極力、快削材SUS303へ変更することで
加工コストを抑えられます。
(溶接性でいえば、SUS304のほうが良好です)
焼入の場合、焼入鋼の検討
焼入硬度が必要な場合、加工後に焼入れすると焼入歪みが
出るため再度仕上げ加工をする必要があり、
工程も増えてしまいます。
HRC30程度が必要な場合、SC・SCM材の調質材がありますし、
HPM7・PX5等の焼入鋼にすれば既にその硬度が
入っていますので工数削減できます。
HRC40程度なら、快削鋼のDH2F・FDAC等の焼入鋼が
ございます。
応力除去
薄物や、ソリが出やすい (ごっそり掘るような) 形状の
加工をする場合、材料を応力除去することによって
加工工数を減らすことができます。